
ハステロイB3 (N10675) は、ニッケル、モリブデン、コバルトなどの元素で構成されたニッケルベースの高温合金で、ニッケル含有量は約65%です。ハステロイB3 (N10675) ニッケルベース合金素材は、ハステロイB2を基に改良された新材料です。この素材は熱的安定性が向上しており、これにより耐食性も向上しています。同時に、熱間成形および冷間成形の性能も改善されています。近年、化学機器の生産および製造にますます使用されるようになっています。
ハステロイB3 (N10675) ハステロイの主な特徴と溶接・加工方法:
1. 材料分析: 固溶状態におけるハステロイB3 (N10675) ハステロイ板の機械的特性: 加熱温度が上昇すると、引張強度、降伏強度、および弾性係数が低下し、伸び率、熱膨張係数、熱伝導率、比熱が若干増加します。冷間変形率が増加すると、硬さ、引張強度、降伏強度が増加し、伸び率は減少します。
2. 成型加工特性: 分析の結果、ハステロイB3の主な成型加工特性は次の通りです:
(1) ハステロイB3材の延伸率は比較的高く、これは冷間押出成形に有利な条件を作ります。
(2) ハステロイB3材は austenitic ステンレス鋼よりも硬く、より顕著な作業硬化傾向があるため、冷間成形中に大きな圧力が必要だったり、段階的な成形が必要です。
(3) ハステロイB3材の冷間塑性変形率が10%未満の場合、それは作動部品の耐食性に影響を与えません。しかし、溶接プロセス中には残留応力が存在し、これが溶接部に熱割れを引き起こす可能性があります。したがって、後で溶接が必要な部品については、残留応力の影響をできるだけ除去する必要があります。
(4) 重度の変形を伴う冷間成形は、ハステロイB3材の降伏強度比を増加させ、応力腐食およびクラックに対する感度を高めます。中間および最終熱処理工程がしばしば使用されます。
(5) ハステロイB3材は、高温での酸化性媒体および硫黄、リン、鉛などの低融点金属に対して非常に敏感です。
(6) 600-800°Cの範囲で、加熱時間が長すぎると、ハステロイB3合金に脆い相が生成し、延長率が低下します。さらに、この温度範囲で外部力や変形が制限されている場合、熱割れが発生しやすくなります。したがって、ホットフォーミングを使用する際には、温度を900°C以上に制御する必要があります。
(7) ハステロイB3材を加工および圧延する前に、作業部品と接触する金型の表面を清掃する必要があります。冷間加工中は、潤滑方法を使用でき、成形後には直ちに脱脂またはアルカリ洗浄を行う必要があります。
(8) 加工物が炉から出て水冷されると、表面の酸化皮膜が厚くなり、完全にピクルス処理を行う必要があります。酸化皮膜が残っていると、次の圧延時に亀裂が発生する可能性があります。必要であれば、ピクルス処理前にサンドブラストを行います。
3. 接合と成形:
(1) 成形および加工の前に、もしある原材料が溶接を必要とする場合、ガスタングステンアーク溶接(GTAW)方法を選ぶのが最善です。これにより、溶接部が酸化するのをよりよく防ぐことができます。手動アーク溶接法を使用すると、中間の溶接ビードが酸化しやすくなります。各層を研磨して清掃しても、完全に清掃されたことを保証するのは難しいです。微細な酸化膜が残り、これが溶接部の成形および加工性能に影響を与える可能性があります。作業物を溶接する前に、溝や母材表面の付属品と酸化皮膜を取り除く必要があります。酸化膜や不純物があると、溶接部と熱影響zonの性能に影響します。小電流で溶接するのが最も良く、速度が遅くなりすぎないようにし、スイングせず、層間温度を100°C以下に制御し、前面と背面にアルゴンガス保護を使用して、合金元素の高温酸化や燃焼を避けます。プレス加工の前に、溶接面を滑らかに研磨し、溶接面上の厚い酸化層を取り除き、ピッキング処理を行います。ハステロイB3素材の溶接部の酸化膜は非常に硬く、直接ピッキングでは除去が困難であり、プレス成形工程中に微細なクラックが発生しやすくなり、これは溶接部の性能に影響を与えます。
(2) 熱間成形の利点は、一度に成形でき、作業硬化を回避できる点です。成形温度を良好に制御できる場合、熱処理が不要になることもあります。しかし、熱間成形プロセス中には温度が大きく変動し、各領域で異なる状況が発生します。金型と直接接触している表面の温度は、金属内部の温度よりもはるかに低くなることがあり、測定や制御が困難です。加工中に材料が感度の高い温度帯に入ると、微小なクラックなどの欠陥が発生し、その後の固溶熱処理では除去するのが難しくなります。加工工場の経験を踏まえ、冷間成形プロセスが選ばれました。押出方法としては、できれば成形が望ましいです。旋回成形が必要な場合は、400°Cを超えない温度での冷間旋回成形または温間旋回成形を使用します。
(3) 冷間成形プロセス中、変形率が大きい場合は段階的な成形プロセスを使用する必要があります。段階的な成形には中間熱処理が必要です。溶液化熱処理を使用し、温度は1000°C以上に制御されるべきです。溶液化熱処理プロセスを選択し、温度は1060〜1080℃に達します。ワークピースが最終的に押圧成形された後、残留応力を除去し、その後の溶接品質に影響を与えないように固体溶液熱処理を行う必要があります。
製品

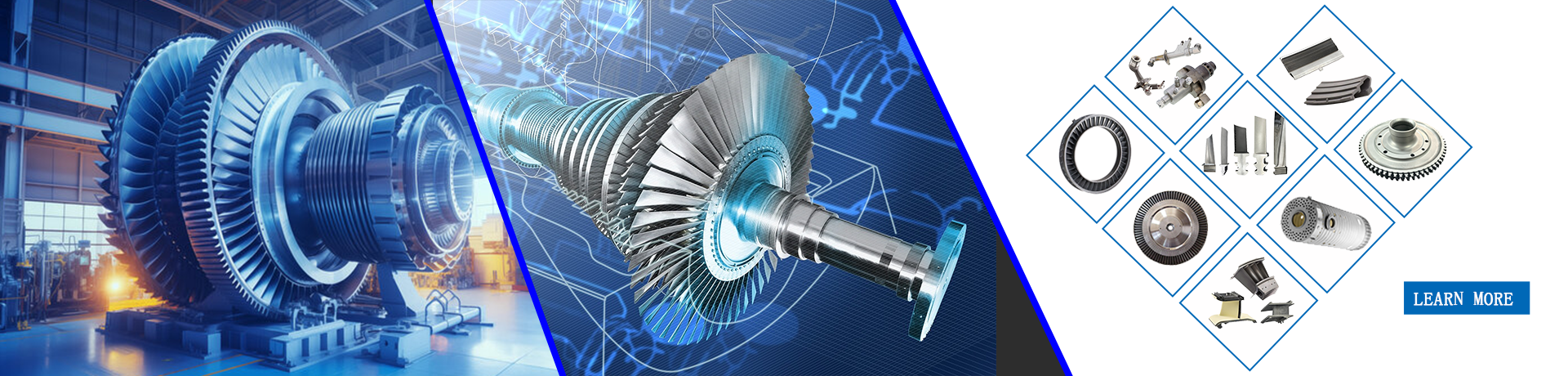
タービン車

タービンブレッド

ノズルリング

圧縮機ブレード

ガイドヴァンス

ディフューザー

セグメント

タービンロータ

タービンステータ

ハステロイ板

ハステロイパイプ

ハステロイ棒

ハステロイボルトとナット

ハステロイファスナー

ハステロイワイヤー

スプリング
A 図面またはサンプルに基づく




ハステロイは、優れた耐食性と高温強度で知られる別のニッケルベースのスーパーアロイのファミリーです。以下はハステロイの概要です:
耐腐食性:
インコネルと同様に、ハステロイ合金は酸、塩化物、硫化物、酸化および還元条件を含むさまざまな過酷な環境での優れた耐食性が評価されています。この耐食性により、ハステロイは化学プロセス、環境対策、海洋用途に適しています。
高温性能:
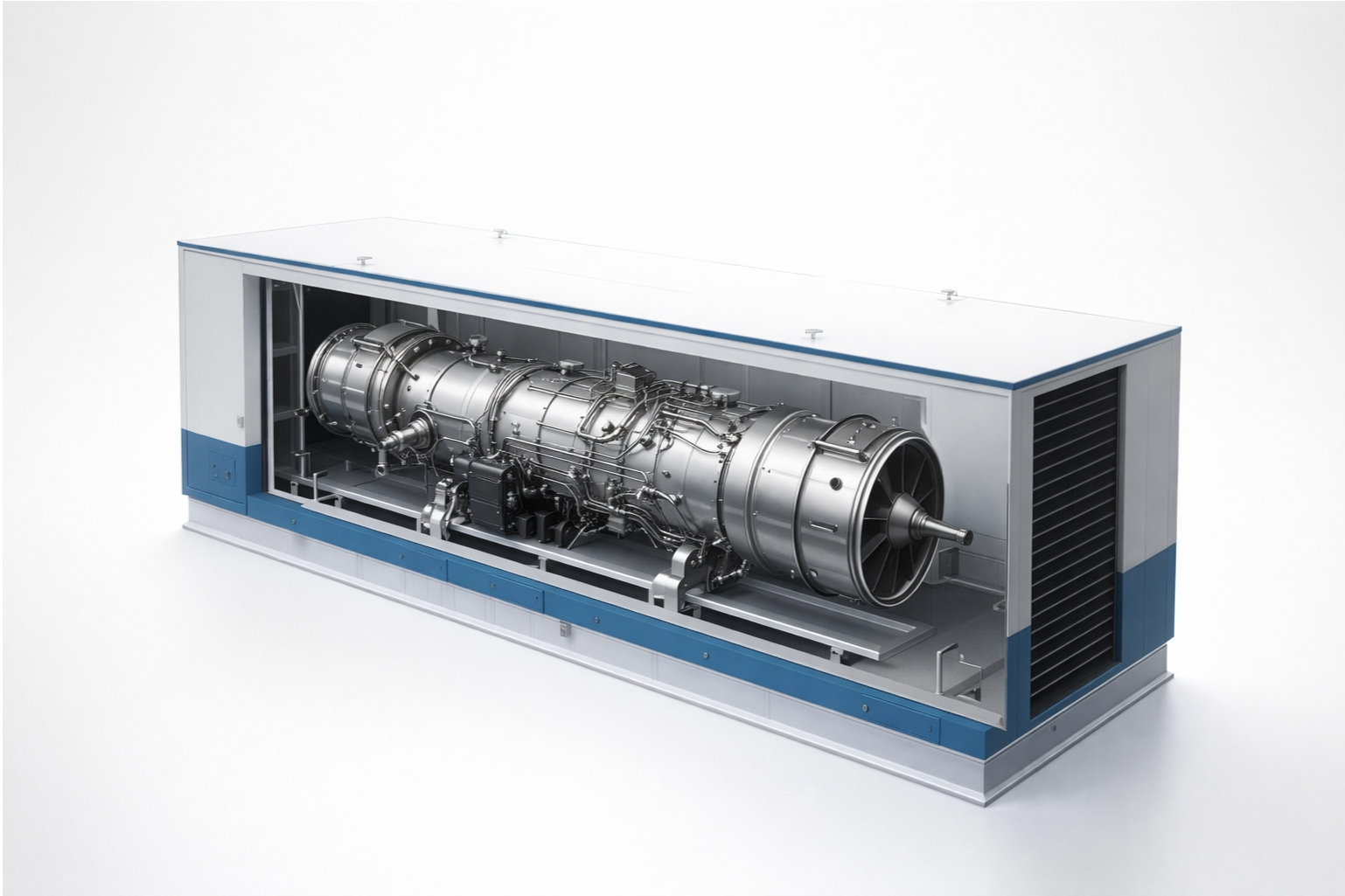
ハステロイ合金は、高い温度でも機械的強度と健全性を維持するため、ガスタービン、航空宇宙部品、産業用炉などの高温環境での使用に適しています。
合金元素:
ハステロイ合金は通常、ニッケルを主成分とし、クロム、モリブデン、コバルト、タングステン、鉄などの他の元素を大幅に含んでいます。これらの合金元素は、腐食抵抗性や高温強度など、合金の独自の特性に寄与しています。
汎用性:
ハステロイ合金は、さまざまなグレードがあり、それぞれ特定の用途や運用条件に合わせて設計されています。一般的なグレードには、ハステロイ C-276、ハステロイ C-22、ハステロイ X、ハステロイ B-2 などがあります。これらのグレードは、異なる環境や産業向けに適した特性を提供します。
用途:
ハステロイ合金は、化学プロセス、石油化学、油田・ガス、航空宇宙、汚染制御、製薬などの産業で広く使用されています。これらは、腐食抵抗性や高温性能が重要な反応器、熱交換器、バルブ、ポンプ、配管システムなどの機器に使用されます。
加工:
ハステロイ合金は、シート、プレート、バー、ワイヤー、チューブ、鍛造品などさまざまな形状に加工でき、特定の用途に合わせた複雑な部品の製造が可能です。
全体的に、ハステロイ合金はその優れた耐食性、高温強度、および多様性により高く評価されており、厳しい環境と要求の厳しい運転条件が一般的な産業において不可欠な材料となっています。

航空宇宙分野

自動車および二輪車の製造

化学産業
")
海洋工学
化学組成
| C≤ | Si≤ | Mn≤ | P≤ | S≤ | Cr≥ | Ni≥ | Mo≥ | Cu≤ |
| 0.01 | 0.10 | 3.00 | 0.030 | 0.010 | 1.00-3.00 | 65.0 | 27.0-32.0 | 0.20 |
| Nb/Ta≤ | Al≤ | Ti≤ | Fe≤ | Co≤ | V≤ | W≤ | Ni+Mo | Ta≤ |
| 0.20 | 0.50 | 0.20 | 1.00-3.00 | 3.00 | 0.20 | 3.00 | 94.0-98.0 | 0.20 |
弊社の専門営業チームがお客様のご相談をお待ちしております。
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 LA
LA