ホームページ / 製品 / 超合金 / ダメロン マテリアル
狭頸圧延吹き(NNPB)プロセスは、容器内のガラス分布をより正確に制御するために導入されました。ガラス分布に対する制御の向上により、容器の機械的性能に悪影響を与えることなく、最大33%のガラス重量削減が可能になりました。このプロセスにおける重要な構成部品の一つがプランジャーであり、成形段階でパリソン内の空洞を形成するために使用されます。プランジャーの機能は、ブランク金型内腔内でガラスを均等に分配し、パリソンの内面から熱エネルギーを効果的に除去することにあります。

鋳型 で Dameron 40、Ni202Z、およびその他のニッケル基合金。 要件をお送りください。 当社の専門チームが 現在の金型と同等またはそれ以上のソリューションをご提供します 方法 .
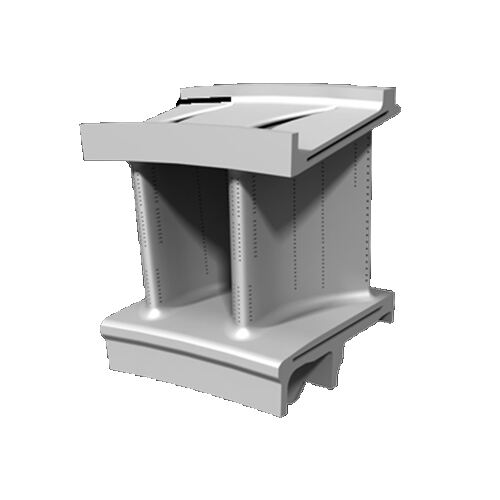
BLOW MOULD
•NNPB法(ナローネック・プレス&ブロー):細口の薄肉包装容器の製造に使用されます。この方法では、ブランク金型側のプランジャによる圧力を用い、さらに成形金型側で吹き拡げる力を加えます。ガブがブランク金型内に投入された後、プランジャによって初期形状(バルブ)が形成されます。製品の口部は、押圧工程の最終段階で成形されます。その後、このバルブはローラーによって仕上げ金型へ移送され、そこで最終的に製品が吹き出されます。NNPB法は完成品におけるガラスの均一な分布を実現し、生産時に使用される溶融ガラスの量を節約できます。NNPB技術で製造された包装容器は、直径92mm、最大口径48mmまで対応可能で、高さは60〜283mmの範囲です。

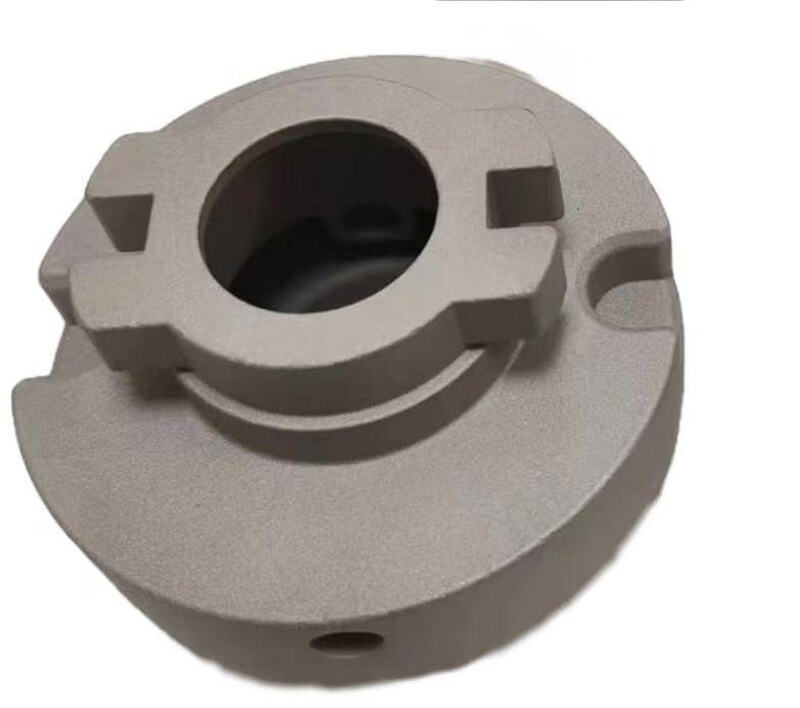
ネックリング
•PB法(プレスブロー):製造プロセスは前述のNNPB法と同様です。PB法は広口容器の製造に使用されます。この技術では、直径最大95mm、高さ32~288mm、完成品の直径は最大90mmまで対応可能です。

高ニッケルベース
•BB法(ブローブロー):細口で厚肉の容器製造に用いられます。この方法では、ブランク型および仕上げ型の両方において、成形工程全体にわたってブロー成形が適用されます。ガラスの塊(ゴブ)がブランク型に投入された後、瓶口部が形成され、完成品の形状に応じたパターンを持つバルブがブロー成形されます。その後、このバルブはローラーによって仕上げ型へ移送され、最終的に完成品がブロー成形されます。BB法を用いることで、最大直径95mm、高さ32~325mm、仕上げ直径最大48mmの容器を製造できます。
弊社の専門営業チームがお客様のご相談をお待ちしております。
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 LA
LA