
Proses tekan leher sempit dan tiup (NNPB) diperkenalkan untuk mendapatkan kawalan yang lebih baik ke atas taburan kaca dalam bekas. Kawalan yang dipertingkatkan ke atas taburan kaca ini membolehkan pengurangan berat kaca sehingga 33% tanpa memberi kesan buruk kepada prestasi mekanikal bekas tersebut. Sebahagian utama dalam proses di atas ialah penolak, yang digunakan untuk membentuk rongga dalam parison semasa peringkat pembentukan. Fungsi penolak adalah untuk mengagihkan kaca secara sekata di dalam rongga acuan kosong dan membantu mengeluarkan tenaga haba dari permukaan dalaman parison.

Mold pengecoran dI Dameron 40, Ni202Z, dan aloi berbasis nikel lain. Sila hantar keperluan anda kepada kami, dan pasukan pakar kami akan memadankan atau meningkatkan peralatan sedia ada anda kaedah .
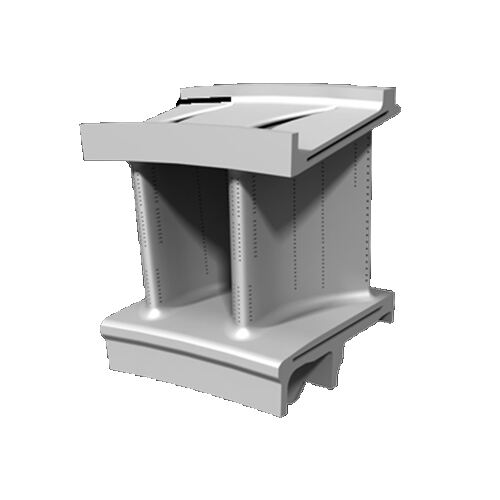
ACUAN TIUP
•Kaedah NNPB (leher sempit tekan dan tiup): digunakan dalam pengeluaran pembungkusan leher sempit berdinding nipis. Ia menggunakan daya tekanan penolak di sebelah acuan separa dan daya tiup di sebelah acuan akhir. Selepas sebiji gob dimasukkan ke dalam acuan separa, satu buka bentuk mentol dibentuk dengan bantuan penolak. Penutupan produk dibentuk pada peringkat akhir penekanan. Kemudian, mentol tersebut dipindahkan melalui rol ke acuan siap, di mana produk siap akhirnya ditiup keluar. Kaedah NNPB memastikan pengagihan kaca yang lebih baik dalam produk siap dan menjimatkan jumlah kaca lebur yang digunakan dalam pengeluaran. Pembungkusan yang dikeluarkan dengan teknologi NNPB boleh mempunyai diameter 92 mm, diameter siap maksimum 48 mm, dan tinggi antara 60 hingga 283 mm.

NECK RING
•Kaedah PB (tekan dan tiup): proses pengeluaran adalah sama seperti kaedah NNPB yang diterangkan di atas. Kaedah PB digunakan untuk menghasilkan pembungkusan leher lebar. Teknologi PB, yang mempunyai diameter sehingga 95 mm, ketinggian antara 32 hingga 288 mm, dan diameter akhir sehingga 90 mm.

ASAS NIKEL TINGGI
•Kaedah BB (tiup dan tiup): ia digunakan untuk pengeluaran pembungkusan dinding tebal berleher sempit. Ia menggunakan kaedah peniupan untuk keseluruhan operasi acuan, sama ada untuk acuan kosong mahupun acuan siap. Selepas sebiji gumpalan dimasukkan ke dalam acuan kosong, penutup botol dibentuk, dan satu bebuli ditiup keluar dengan bentuk yang bergantung kepada corak produk siap. Kemudian, bebuli tersebut dipindahkan melalui rol ke acuan siap, di mana produk akhir ditiup sepenuhnya. Dengan menggunakan kaedah BB, pembungkusan dihasilkan dengan diameter maksimum 95 mm, ketinggian 32 hingga 325 mm, dan diameter siap sehingga 48 mm.
Pasukan jualan profesional kami menunggu untuk berunding dengan anda.
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 LA
LA