Postopek stiskanja in pihanja ozko grlo (NNPB) je bil uveden, da bi se doseglo boljše nadzorovanje porazdelitve stekla v posodi. Izboljšan nadzor nad porazdelitvijo stekla je omogočil pomembno zmanjšanje mase stekla do 33 %, ne da bi pri tem negativno vplival na mehansko zmogljivost posode. Ključna komponenta v zgornjem postopku je bat, ki se uporablja za oblikovanje votline v parisonu med fazo oblikovanja. Funkcija bata je enakomerna porazdelitev stekla znotraj votline predloge in pomoč pri odvajanju toplotne energije s notranje površine parisona.

Lisčne forme v Dameron 40, Ni202Z in druge nikljeve zlitine. Prosimo, nam pošljite svoje zahteve, in naš strokovni tim bo primerjal ali izboljšal vašo trenutno orodje metodami .
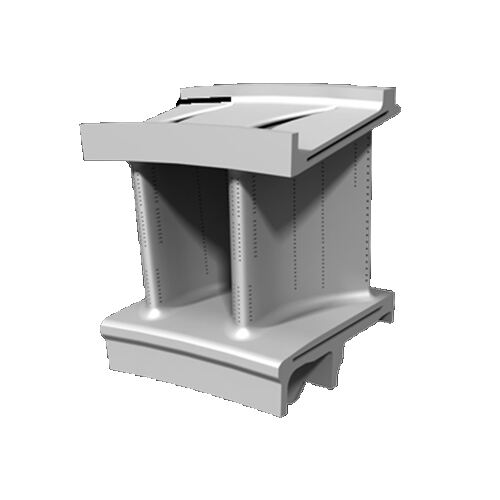
PIHALNI MODEL
•Metoda NNPB (ozko grlo, stiskanje in pihanje): uporablja se pri proizvodnji ozkogrlih tankostennih embalaž. Uporablja se sila pritiska batka na strani predoblikovalnika in sila pihanja na strani oblikovalne forme. Ko se kos steklovine naloži v predoblikovalnik, se z batkom oblikuje žarnica. Zapiranje izdelka se oblikuje v končni fazi stiskanja. Nato se žarnica s pomočjo valjastega prenosnika prenese v dokončevalno formo, kjer se končni izdelek dokončno odpuhne. Metoda NNPB zagotavlja boljše porazdelitev stekla v končnem izdelku ter varčuje z količino taljenega stekla, uporabljene pri proizvodnji. Embalaža, izdelana s tehnologijo NNPB, lahko ima premer 92 mm, največji premer grla 48 mm in višino od 60 do 283 mm.

GRLO OBROČ
•PB metoda (pritisk in pih): postopek izdelave je enak kot pri metodi NNPB, opisani zgoraj. PB metoda se uporablja za izdelavo embalaje z širokim vratom. PB tehnologija, ki ima premer do 95 mm, višino od 32 do 288 mm in končni premer do 90 mm.

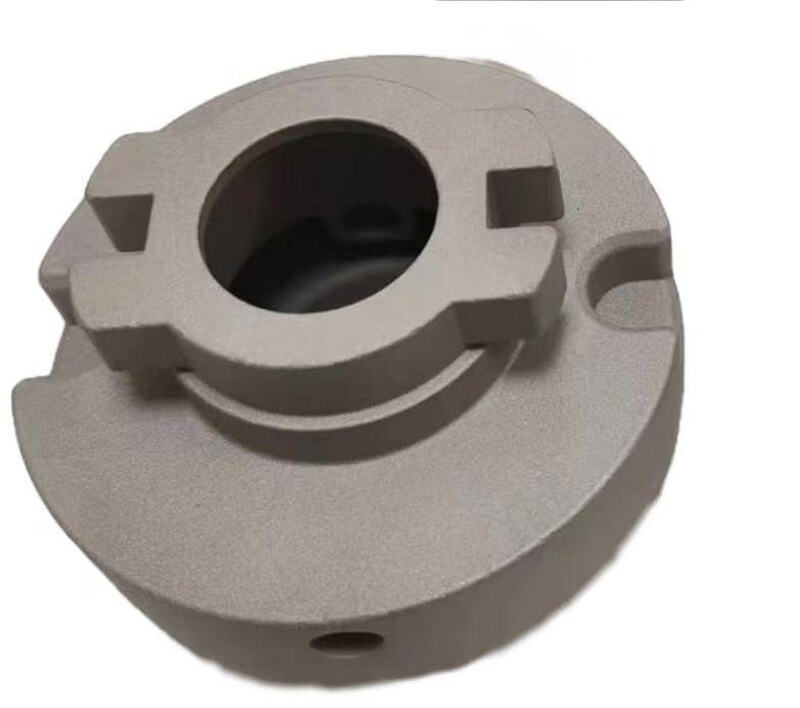
VISOKO NIKLJANSKA BAZA
•BB metoda (pih in pih): uporablja se za proizvodnjo ozkodrevne debelestenjske embalaje. Pih uporablja za celoten proces oblikovanja, tako za osnovne kalupe kot za končne kalupe. Ko se stekleni gob naloži v osnovni kalup, se oblikuje zaporka steklenice ter mehurček, katerega oblika je odvisna od vzorca končnega izdelka. Nato se mehurček s pomočjo valjastega prenosnega mehanizma prenese v končni kalup, kjer se končno izdihne končni izdelek. Z uporabo BB metode se izdeluje embalajo z največjim premerom 95 mm, višino od 32 do 325 mm in končnim premerom do 48 mm.
Naša profesionalna prodajna ekipa čaka na vaše posvetovanje.
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 LA
LA