In quodam gradu, microstructura strati barrierae thermicae non solum proprietates eius, ut isolatio thermica et resistentia ad oxidationem, sed etiam vitam strati determinat. Microstructura strati barrierae thermicae non solum ex materia uta, sed etiam ex processu praeparationis pendet. Ideo quoque magni momenti est eligere idoneum processum praeparationis secundum diversas necessitates praeparationis. Multae sunt viae ad stratum barrierae thermicae praeparandum, sed praecipue in duas classes dividuntur: una est methodus pulverisationis thermalis, altera methodus depositionis vaporis physicae. Inter has, methodus pulverisationis thermalis praecipue includit pulverisationem supersonicam, pulverisationem plasmae, pulverisationem explosionis, et cetera. Stratum per pulverisationem thermalem praeparatum est lamellare. Methodus depositionis vaporis physicae praecipue est depositio vaporis physicae per fasciculum electronicum (EB-PVD), et stratum sic praeparatum est columnare. Stratum ceramicum barrierae thermicae saepe per depositionem vaporis physicae per fasciculum electronicum (EB-PVD), pulverisationem plasmae atmosphaericae (APS), et alias methodos utitur. Stratum metallicum adhaerens praecipue technologias pulverisationis thermalis, ut pulverisationem plasmae atmosphaericae (APS), pulverisationem plasmae pressionis infimae (LPPS) et pulverisationem flammae supersonicam (HVOF), adhibet [40]. Hactenus APS et EB-PVD sunt praecipuae methodi ad strata barrierae thermicae turbineorum gaseorum praeparanda.
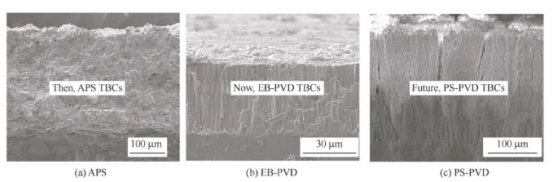
APS est genus arcus directae currentis, quod a pistola pulveris generatur ut gasa ut Ar, He, N₂ et alia in iactos plasma convertantur, ita ut pulvis ceramicus et pulvis metallicus a gaso vectore transportatus cito calefiat et in particulas fusas vel semifusas resolvatur. Technica ad stratum in superficie matri-cis superalloy per impetum magnae energiae cineticae (80–300 m/s) sub actione campi electrici formandum [42]. Stratum barrierae thermicae per technicam APS paratum ex multis particulis inter se superpositis constat, et matri-x principaliter ad microstructuram lamellarem mechanice adhaeret, quae multos defectus parallellos matri-ci alloy continet, ut poros et microfissuras (ut in Figura 2 ostenditur). Causae formationis sunt hae: sub condicionibus altorum temperaturarum ceramica aut metallum funduntur et particulas fusas efficiunt, quae aliquantulum gasorum ambientium continent; sed velocitas refrigerationis strati valde magna est, ita ut gasa in particulis fusis dissoluta in processu depositionis non possint tempestive exsurgere, atque ita pori formantur; simul, adhaesio insufficiens inter particulas fusas etiam ad formationem pororum et fissurarum in strato ducit. Ergo, si APS ad praeparationem stratorum barrierae thermicae utatur, porositas eius alta est et optima eius proprietas isolandi thermice est, sed inconvenientia eius sunt toleratio insufficientis deformationis et resistentia infirma ad ictus thermicos [43], ac praecipue ad partes cum ambiente operativo relativè bono utitur. Praeterea, APS ad praeparandum est pretiosa, ideoque ad partes maiorem applicari potest.
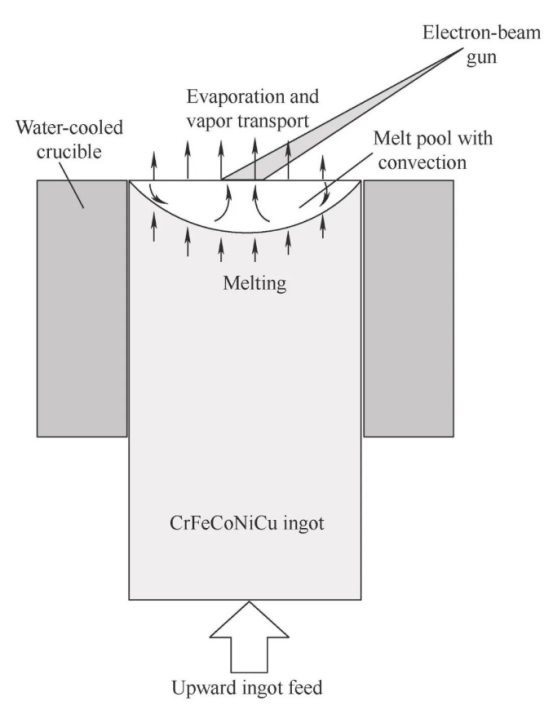
EB-PVD est technologia quae utitur fasciculo electronicum altius densitatis energiae ad calefaciendum pulverem revestientem in camera vacui et ad formandam piscinam liquefactam in superficie pulveris, ut pulverem ceramicum vaporizet et in statu atomico super superficiem substrati deponat, formans obstruentem thermicam [45], ut in Figura 3 ostenditur. Structura revestimenti EB-PVD est crystallina columnaris perpendicularis ad matricem metallicam, et revestimentum cum matrice praecipue coniungitur per metallurgiam. Superficies non solum est levis, sed etiam bona densitate gaudet; ideo habet altam vim adhaesionis, tolerantiam ad deformationem et resistentiam ad ictus thermicos. Praecipue adhibetur in partibus quae in durissimis condicionibus operantur, ut laminulae rotoris turbinis gasiferae. Tamen pretium parandi revestimenti EB-PVD est magnum, et solum revestimenta tenuia parari possunt; insuper dimensio structurae partium certis conditionibus subiacet; ideo raro in turbinibus gasiferis utitur.
Supra dictae duae praeparationis rationes iam perquam maturae sunt, sed tamen sua singula problemata habent, ut in Tabula 2 ostenditur. Annis proximis, studiosi idonei haec perficiunt et novas methodos praeparandi tegumenta thermica barrierae creant. Nunc inter novas methodos praeparandi tegumenta thermica barrierae vulgo usitatas, maxime conspicua est technica depositi vaporis physici per pulverizationem plasma (PS-PVD), quae una ex methodis promissurioribus et efficacioribus ad praeparandum tegumenta thermica barrierae habetur.
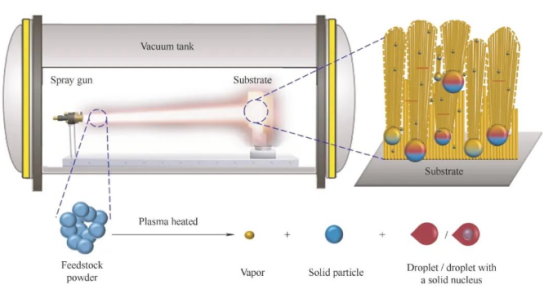
Tecnologia PS-PVD ex pulveris plasmae ad pressionem infimam spargendi evoluta est. Structura strati per hanc methodum parati ex plumis et columnis constat, pori in strato autem multi sunt et interstitia magna, ut in Figura 4 apparet. Ideo technologia PS-PVD problemata quae ex insufficienti isolatione thermica strati EB-PVD et ex infirma resistentia ad thermicum impulsuum strati APS oriebantur, emendavit; stratum autem barrierae thermicae per technologiam PS-PVD paratum altam adhaesionis vim, bonam isolationis thermicae facultatem et bonam resistentiam ad thermicum impulsuum habet, sed infirmam resistentiam ad corrosionem et oxidationem CMAS. Super hac basi, ZHANG et al. [41] methodum proposuerunt strati barrierae thermicae 7YSZ per PS-PVD modificandi per Al₂O₃. Experimentorum resultata ostendunt resistentiam ad oxidationem et ad corrosionem CMAS strati barrierae thermicae 7YSZ per technologiam PS-PVD parati per aluminisationem augeri posse.
 Nuntiae Calidae
Nuntiae Calidae2025-12-31
2024-12-31
2024-12-04
2024-12-03
2024-12-05
2024-11-27
Nostrae venditionesque turmae professionales consultationem tuam exspectant.
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 LA
LA