Турбинска лопатија је основна компонента гасне турбине, њено истраживање и развој и производња су важан одраз размера развоја и техничког нивоа индустрије земље. Прегледан је недавни напредак истраживања технологије припреме лопате за гасне турбине. На основу истраживања истраживачке групе, уводљен је напредак истраживања у области усмерног учвршћивања лопате гасне турбине и постављен је фокусни прав.
1 Технологија усмерне зацвршћивања
Технологија усмереног учвршћивања односи се на технологију која успоставља температурни градијент у одређеном правцу присиљеним средствима током процеса учвршћивања, тако да учвршћивање иде дуж одређеног правца. У процесу зацвршћивања метала постоји температурни градијент у одређеном правцу између зацвршћеног дела и незацвршћеног топлота, што доводи до тога да метал зацврсти у правцу супротном од топлотног проводства. Коришћењем технологије усмерног учвршћивања, може се добити колонарни или једнокристални са специфичном оријентацијом, а колонарни или једнокристални лопац може се припремити, а његова перформанса може се значајно побољшати.
Крајем 1960-их, Верснидер и сарадници су применили технологију усмерног учвршћивања на производњу суперлегова, која је боље контролисала оријентацију зрна структуре учвршћивања, елиминисала попречне границе зрна и значајно побољшала механичка својства суперлегова. Технологија усмереног учвршћивања након деценија истраживања, развијена методом егзотермичког праха (ЕП), методом за искључивање енергије (ПД), методом за високу брзину учвршћивања (ПД), конвенционалним техникама као што су ХРС [12] и хлађење течних метала ( Тренутно се широко користе методе високобрзе учвршћивања и методе хлађења течних метала.
1.1Метод високобрзе зацвршћивања
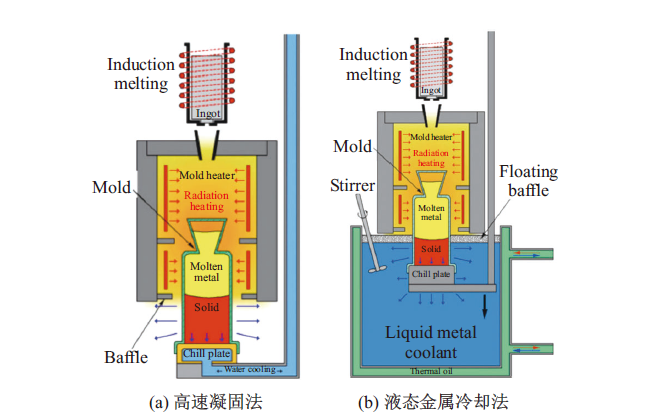
Метода високобрзе зацвршћивања је метода за покретање лепила у једном правцу постепено оддалечено од области високе температуре како би се постигло зацвршћивање у једном правцу. Ова метода побољшава проблем да температурни градијент постепено опада у процесу чврстирања. Принцип методе високобрзе зацвршћивања је приказано на слици 1 (а). На дну пећи постављен је адиабатни бафлер, а на бафле се отвара уста нешто већа од ливења. Унутрашњост пећи се загрева. Током процеса зацвршћивања метала, љуска се полако повуче, тако да се део метала изложен споља почиње хладити и зацврстити, док се металски раствор који се налази у пећи још увек налази у загрејеном стању, чиме се успоставља аксијски температурни градијент. Метода високог брзине заштривања има висок и стабилан температурни градијент и стопу хлађења, а може добити дуг колонаран кристал и фину структуру, чиме се значајно побољшавају механичка својства ливења, али температурни градијент методе још увек није довољан, а дефек

 Топла вест
Топла вест EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 LA
LA