У извесној мери, микроструктура топлотне бариерне премазе не само да утиче на топлотну изолацију, отпорност на оксидацију и друга својства премаза, већ и одређује живот премаза. Микроструктура топлотне бариерне премазе зависи не само од материјала који се користи, већ и од процеса припреме. Стога је такође важно изабрати одговарајући процес припреме у складу са различитим захтевима за припрему. Постоји много начина припреме топлотних бариерних премаза, али се углавном деле на две категорије: једна је метода топлотног прскања, а друга је метода физичког отпадања паре. Међу њима, метода топлотне прскања углавном укључује методу суперсоничног прскања, методу плазменог прскања, методу експлозијског прскања и тако даље. Покрив припремљен термичким прскањем је шклопичан. Метода физичке пародепозиције је углавном електронска зрачна физичка пародепозиција (EB-PVD), а припремљено премазивање је колонарно. Керамички слој топлотне бариере се често користи физичком отпадањем пара електронским зраком, прскањем атмосферском плазмом и другим методама. Склај металне везице углавном примењује технологије топлотне прскавине као што су атмосферска плазма прскање (АПС), ниско притисак плазма прскање (ЛППС) и суперсоничко пламен прскање (ХВОФ) [40]. До сада су АПС и ЕБ-ПВД главни методи за припрему топлотних препрека за гасне турбине.
АПС је врста дугове директен струја коју ствара пиштољ за прскање како би се АР, ХЕ, Н2 и други гасови претворили у плазмене струје, тако да се керамички прах и метални прах који транспортира носилац гаса могу брзо загрејати и растопити у расто Технологија за формирање премаза на површини матрице суперлигуа тако што се на њој врши удар великом кинетичком енергијом (80 ~ 300 m/s) под дејством електричног поља [42]. Термичка бариера премаза припремљена АПС технологијом састоји се од бројних честица које су међусобно постављене, а матрица је углавном механички везана за ламеларну микроструктуру, која садржи многе дефекте паралелно са матрицом легуре, као што су поре и микро пукотине (као Разлози за формирање су следећи: под условима високих температура, керамика или метал ће се топлити да формирају расплављене честице, а садржаће и неке гасове околине, али стопа хлађења премаза је веома брза, што ће учинити да гас растворен у расплављеним честицама у процесу депо Стога, ако се АПС користи за припрему топлотних преградних премаза, његова порозност је висока и има добре топлотне изолационе перформансе, али су његови недостаци недовољна толеранција на напетост и слаба отпорност на топлотне ударе [43], а углавном се Осим тога, АПС је јефтин за припрему, тако да се може применити на веће делове.
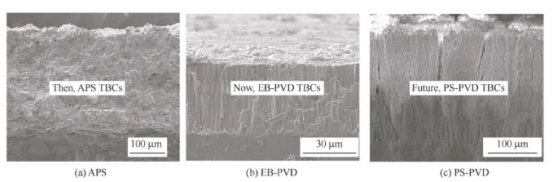
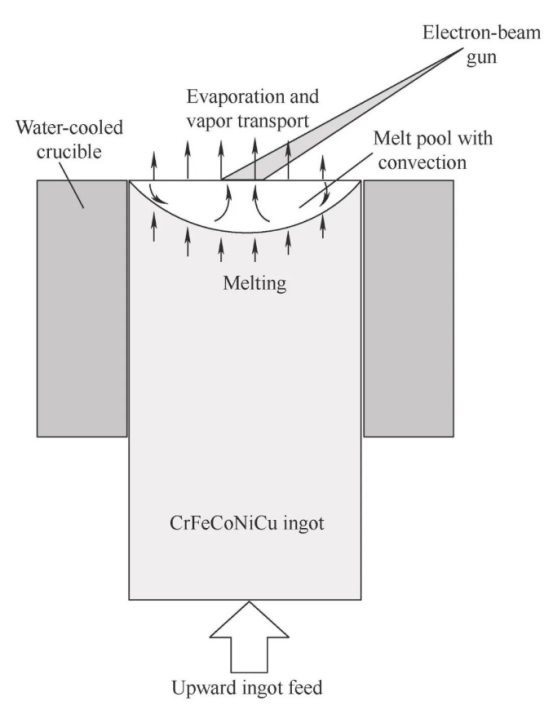
ЕБ-ПВД је технологија која користи електронски зрак високе густине енергије за загревање праха за премаз у вакуумској комори и формира расплављену базен на површини праха за испаравање керамичког праха и одлагање на површину субстрата у атомском стању како би се Структура ЕБ-ПВД премаза је колонарна кристална структура перпендикуларна на матрицу легуре, а премаз и матрица су углавном повезани металлургијом. Површина је не само глатка, већ има и добру густину, тако да има високу чврстоћу везивања, толеранцију на напетост и отпорност на топлотне ударе. Углавном се примењује на делове са тешким радним окружењем, као што су лопатице ротора гасне турбине. Међутим, трошкови припреме ЕБ-ПВД премаза су скупи, и могу се припремити само танки премази, а структурна величина делова има одређене захтеве, тако да се ретко користи у гасним турбинама.
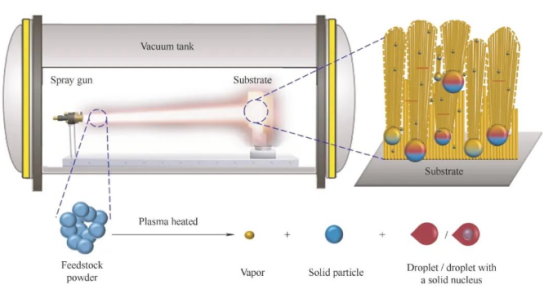
Предузре два процеса припреме су веома зрела, али још увек постоје њихови проблеми, као што је приказано у табели 2. У последњих неколико година, релевантни истраживачи стално побољшавају и стварају нове методе припреме топлотне баријере. Тренутно, међу најчешће коришћеним новим методама припреме топлотне бариерне премазе, најзначајнија је технологија физичке пародепозиције (ПС-ПВД) са плазменом прскањем, која се сматра једном од најобећајнијих и најефикаснијих метода припреме топлот
Технологија ПС-ПВД развијена је на основу ниско притиска плазменом прскањем. Структура премаза припремљена овом методом је плумена и колоне, а пори у премазу су бројни и празнине су велике, као што је приказано на слици 4. Због тога је технологија ПС-ПВД побољшала проблем недовољне топлотне изолације ЕБ-ПВД премаза и слабе отпорности на топлотне ударе АПС премаза, а топлотни баријерни премаз припремљен технологијом ПС-ПВД има високу чврстоћу везиња, На овој основи, ЗХАНГ и др. [41] су предложили методу модификације термобаријерног премаза PS-PVD 7YSZ помоћу Ал2О3. Експериментални резултати показују да се отпорност на оксидацију и отпорност на корозију ЦМАС-а од термалног баријерног премаза 7YSZ припремљеног технологијом ПС-ПВД може побољшати модификацијом алуминизације.
 Топла вест
Топла вест2025-12-31
2024-12-31
2024-12-04
2024-12-03
2024-12-05
2024-11-27
Наш професионални тим за продају чека вашу консултацију.
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 LA
LA